Технология пайки полипропиленовых труб: подготовка и процесс
Содержание
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.

Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.

Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.

При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.

Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.

Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.


Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.

Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.

Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.


Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.

На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.

Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.


Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.

О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.

Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Как провести водопровод из полипропилена: основы проектирования и правила монтажа

При упоминании о благоустройстве у большинства возникают ассоциации с водоснабжением. И это не случайно, именно подача в дом воды делает нашу жизнь более комфортной. Традиционные способы обустройства системы с прокладкой металлических труб благополучно уходят в прошлое. Сегодня все чаще монтируется водопровод из полиэтилена: своими руками такую конструкцию сможет собрать даже начинающий сантехник. Правильно установленная система прослужит более пятидесяти лет, а затраты на ее обустройство будут минимальными.
Подготовительный этап — подбор деталей
Выбирать комплектующие для водопровода нужно с учетом условий эксплуатации деталей. Определяющими факторами считаются рабочее давление системы и температура транспортируемой жидкости. Полипропиленовые трубы выпускаются в нескольких вариантах, каждый из них предназначен для работы в определенных условиях. Их можно различить по маркировке:
- PN10 – подача только холодной воды;
- PN16 – транспортировка холодной и горячей воды;
- PN20 – подача горячей воды и обустройство отопительных систем;
- PN25 – для отопления.
Если температура транспортируемой жидкости превышает 60°С, полипропиленовые трубы расширяются и провисают. Поэтому марки PN20 и PN25 армируются стекловолокном или алюминиевой фольгой, что обычно не требуется при обустройстве водопровода. Для этих целей выбирают первые две модификации труб.
Подобрав детали необходимой марки и нужного диаметра, внимательно осмотрите изделия. Качественная труба на срезе будет круглой формы. Толщина стенки по всему диаметру остается неизменной. Нет никаких шероховатостей или наплывов. Это же можно отнести и к фитингам. Попробуйте состыковать трубу и фитинг одного диаметра. Без нагрева это должно быть невозможно сделать. Если это не так – перед вами явный брак. Качественные детали даже после нагрева стыкуются с достаточным усилием.
Особенности проектирование системы
Самостоятельный монтаж водопровода из пластиковых труб требует составления подробной схемы. Если за дело берется неопытный строитель, лучше попросить помощи у тех, кто уже сталкивался с подобными работами. Очень важно составить проект трубопровода так, чтобы в нем было минимальное количество изгибов и пересечений. Так же важно постараться разработать схему таким образом, чтобы протяженность трубопровода была наименьшей, а сам он был эргономичный.
Начинаем выполнение проекта с выбора варианта исполнения. Подключение основной магистрали к различным сантехническим устройствам может выполняться закрытым или открытым способом. Первый вариант более сложный и потребует профессионального исполнения и очень точного расчета. Предполагается, что все трубы, которые будут убираться в стену, выполняются из единого куска, без стыков. Места соединений обязательно должны быть доступными для осмотра и профилактических работ.
Гораздо более простой вариант – открытая разводка. Она предполагает монтаж труб в вертикальных плоскостях по углам помещения, в горизонтальных – по уровню пола. Такой метод выбирается с целью сделать разводку наименее заметной. Открытая система кроме простоты монтажа имеет еще одно важное достоинство: легкость в обслуживании и ремонте. Кроме того в случае протечки ее всегда можно будет вовремя заметить и ликвидировать. Разводка для водоснабжения может быть выполнена разными способами.
Вариант #1 — последовательная разводка
Последовательная или, как ее еще называют, тройниковая система предполагает последовательное подведение трубопровода от основной магистрали к точкам водопотребления. От стояка с вводным запорным устройством должны отходить две трубы: с холодной и с горячей водой. От них с помощью тройников организуются отводы ко всем точкам потребления. Главные преимущества такого способа – экономичность, так как используется минимальное количество материалов, и простота в монтаже.
К числу недостатков можно отнести зависимость устройств-потребителей друг от друга. То есть если водопровод из полипропилена будет организован таким способом, для отключения одного прибора придется перекрывать всю систему. Этот негативный фактор можно нейтрализовать, установив запорную арматуру на каждую ветку. Кроме того при одновременном включении нескольких точек возможны перепады давления. Тройник – достаточно объемный узел и не всегда можно найти подходящее для него место в санузле.

Последовательная разводка водопровода — самый экономичный вариант, который потребует наименьшего количества материала и минимальных денежных затрат. Однако для обслуживания одной точки водоразбора придется отключать всю систему
Вариант #2 — параллельная или коллекторная система
Параллельная разводка предполагает наличие в конструкции коллектора, устройства с единственным вводом и несколькими выводами, их количество соответствует числу точек водопотребления. Каждый водоразбор подключается к индивидуальному выводу. Достоинства такой системы очевидны: для обслуживания и ремонта нет необходимости отключать всю систему. Вода распределяется равномерно на все точки потребления, поэтому даже в момент перепадов давления все приборы получают одинаковое количество воды.
Все приборы управления системой собраны в одном месте – в коллекторном шкафу. Есть возможность поставить на выходы приборы учета или регулятор давления для обеспечения заданного напора воды в конкретное сантехническое устройство. Недостатки – большое количество разводок и, как следствие, более высокая стоимость системы, трудоемкость монтажных работ.
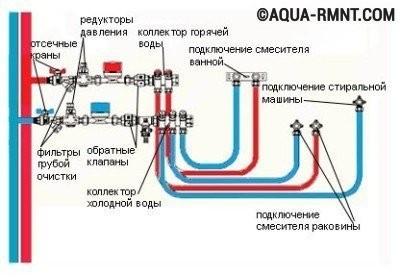
Параллельная разводка требует наличия коллектора, устройства с одним входом и несколькими выходами. Их количество соответствует числу потребителей воды. Наличие коллектора дает существенные преимущества системе
Правила монтажа полипропиленовых труб
Перед началом работ, сверяясь со схемой, нарезаем фрагменты труб нужной длины. Для работы используем только специальный инструмент. Проверяем наличие необходимых деталей. Нужно знать, что для стыков труб и перехода на другой диаметр используются специальные муфты, для поворотов и обхода препятствий – уголки, чтобы обогнуть трубу нужно применить обвод. Так же используются тройники, заглушки и крестовины. Все эти модели фитингов выпускаются в различных размерах, поэтому следует внимательно изучить схему водоснабжения перед покупкой.

Для обустройства водопровода из полипропилена используются не только трубы, но и множество дополнительных соединительных элементов, которые называются фитинги
Для фиксации труб на стене используются клипсы. Их располагают на расстоянии 1,5-2 м для прямых отрезков и в местах угловых соединений. Если трубы лежат одна над другой берут двойные клипсы. Стояки крепятся металлическими хомутами с резиновыми прокладками. Элемент огибает трубу, образуя кольцо. Оно закручивается с помощью болта и гайки. Специалисты рекомендуют устанавливать поворот внутреннего угла горячего трубопровода на расстоянии около 3-4 см от стены. А наружный угол, наоборот, располагать чуть ближе.
Фрагменты полипропиленовых труб с помощью сварки соединяют в нужном порядке. Для этого очищают и обезжиривают срез трубы. Выбирают насадки для паяльника, так же обезжиривают их. Затем устанавливают детали в прибор и разогревают оборудование до 260С. Как только погаснут лампочки на корпусе, можно приступать к сварке.

Резка и соединение полипропиленовых деталей производится с помощью специальных инструментов. При отсутствии соответствующего навыка следует немного потренироваться на обрезках труб прежде, чем приступать к работе
Трубу и фитинг устанавливают на предназначенные для них места до упора. Выждав время для разогрева деталей, оно определяется диаметром изделий, их снимают. Затем быстрым и точным движением совмещают фитинг и трубу, продвигая ее до упора. Вращать элементы в процессе соединения строго запрещено. Некоторое время разогретые детали сохраняют пластичность, поэтому их необходимо зафиксировать до полного остывания. В результате получается монолитная прочная деталь.
Практика показывает, что монтаж пластикового водопровода вполне может выполнить самостоятельно даже неопытный сантехник. Потребуется знакомство с технологией сварки и небольшой навык в работе, который легко получить, немного потренировавшись на обрезках труб. Внимательное изучение инструкций и последующее их точное выполнение гарантирует качество монтажа, которое позволит обеспечить бесперебойную подачу воды.
Источник https://m-strana.ru/articles/payka-polipropilenovykh-trub/
Источник https://aqua-rmnt.com/santehnika/razvodka/vodoprovod-polipropilenovymi-trubami.html
Источник
Источник